
ඉන්ජෙක්ෂන් මෝල්ඩින් ක්රියාවලියේදී, නිෂ්පාදනයේ ගුණාත්මක භාවයට සහ ක්රියාකාරීත්වයට බලපෑම් කළ හැකි, අච්චු කරන ලද කොටස්වල විවිධ දෝෂ වලට මුහුණ දීම සාමාන්ය දෙයකි.මෙම ලිපියේ අරමුණ වන්නේ එන්නත් අච්චු කරන ලද කොටස්වල ඇති පොදු දෝෂ කිහිපයක් ගවේෂණය කිරීම සහ මෙම ගැටළු විසඳීමට ක්රම සාකච්ඡා කිරීමයි.
1.ප්රවාහ ලකුණු:
ප්රවාහ රේඛා යනු අච්චු කරන ලද කොටසක මතුපිට දෘශ්යමාන වන වර්ණ රහිත රේඛා, ඉරි හෝ රටා මගින් සංලක්ෂිත රූපලාවන්ය දෝෂ වේ.උණු කළ ප්ලාස්ටික් එන්නත් අච්චුව පුරා විවිධ වේගයකින් චලනය වන විට මෙම රේඛා ඇති වන අතර එහි ප්රතිඵලයක් ලෙස දුම්මල ඝණ වීමේ විවිධ අනුපාත ඇති වේ.ප්රවාහ රේඛා බොහෝ විට අඩු එන්නත් වේගය සහ / හෝ පීඩනය පිළිබඳ ඇඟවීමකි.
මීට අමතරව, තාප ප්ලාස්ටික් දුම්මල විවිධ බිත්ති ඝණත්වය සහිත අච්චුවේ ප්රදේශ හරහා ගලා යන විට ප්රවාහ රේඛා මතු විය හැක.එබැවින් ප්රවාහ රේඛා ඇතිවීම අවම කිරීම සඳහා ස්ථාවර බිත්ති ඝණත්වය පවත්වා ගැනීම සහ සුදුසු දිග කුටි සහ පිරවුම් සහතික කිරීම ඉතා වැදගත් වේ.තවත් ඵලදායී පියවරක් වන්නේ මෙවලම් කුහරයේ තුනී බිත්ති සහිත කොටසක ගේට්ටුව තැබීමයි, එය ප්රවාහ රේඛා සෑදීම අඩු කිරීමට උපකාරී වේ.

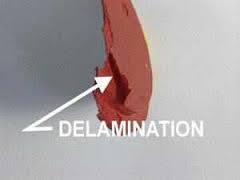
2. මතුපිට ඉවත් කිරීම:
Delamination යන්නෙන් අදහස් කරන්නේ, ඉවත් කළ හැකි ආලේපනවලට සමාන කොටසක මතුපිට තුනී ස්ථර වෙන් කිරීමයි.මෙම තත්ත්වය ඇති වන්නේ ද්රව්යයේ බන්ධන නොවන අපවිත්ර ද්රව්ය තිබීම නිසා ප්රාදේශීය දෝෂ වලට මග පාදයි.පුස් මුදා හැරීමේ කාරක මත අධික ලෙස රඳා පැවතීම නිසා ද Delamination ඇති විය හැක.
මෙම නියෝජිතයන් delamination කිරීමට දායක විය හැකි බැවින්, පුස් මුදා හැරීමේ නියෝජිතයන් මත යැපීම අවම කිරීම සඳහා, අච්චු උෂ්ණත්වය ඉහළ නැංවීම සහ අච්චු පිටකිරීමේ පද්ධතිය ප්රශස්ත කිරීම නිර්දේශ කරනු ලැබේ.මීට අමතරව, වාත්තු කිරීමට පෙර ප්ලාස්ටික් හොඳින් වියළීම, දිරාපත් වීම වැළැක්වීමට උපකාරී වේ.
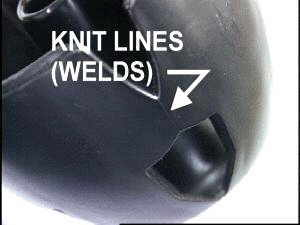
3. ගෙතුම් රේඛා:
ගෙතුම් රේඛා, වෑල්ඩින් රේඛා ලෙසද හැඳින්වේ, ඒවා අච්චු ජ්යාමිතිය හරහා ගමන් කරන විට උණු කළ දුම්මල ප්රවාහ දෙකක් අභිසාරී වන විට, විශේෂයෙන් සිදුරු සහිත ප්රදේශ වටා සිදුවන දෝෂ වේ.ප්ලාස්ටික් ගලා බසින විට සහ සිදුරෙහි එක් එක් පැත්ත වටා එතීමේදී, එම ප්රවාහ දෙක හමු වේ.උණු කළ දුම්මලවල උෂ්ණත්වය ප්රශස්ත නොවේ නම්, ප්රවාහ දෙක නිසි ලෙස බන්ධනය වීමට අසමත් විය හැකි අතර, එහි ප්රතිඵලයක් ලෙස දෘශ්ය වෑල්ඩින් රේඛාවක් ඇති වේ.මෙම වෑල්ඩ රේඛාව සංරචකයේ සමස්ත ශක්තිය සහ කල්පැවැත්ම අඩු කරයි.
නොමේරූ ඝණීකරණ ක්රියාවලිය වැළැක්වීම සඳහා, උණු කළ දුම්මල උෂ්ණත්වය වැඩි කිරීම ප්රයෝජනවත් වේ.එපමනක් නොව, එන්නත් කිරීමේ වේගය සහ පීඩනය වැඩි කිරීම ද ගෙතුම් රේඛා ඇතිවීම අවම කිරීමට උපකාරී වේ.අඩු දුස්ස්රාවීතාවය සහ අඩු ද්රවාංක සහිත දුම්මල එන්නත් අච්චු ගැසීමේදී වෑල්ඩින් රේඛාව සෑදීමට අඩු අවදානමක් ඇත.අතිරේකව, අච්චු මෝස්තරයෙන් කොටස් ඉවත් කිරීම වෑල්ඩින් රේඛා සෑදීම ඉවත් කළ හැකිය.
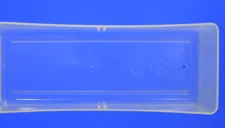
4.Short Shots:
පුස් කුහරය සම්පූර්ණයෙන්ම පිරවීමට දුම්මල අසමත් වූ විට කෙටි වෙඩි තැබීම් සිදු වන අතර, එහි ප්රතිඵලයක් ලෙස අසම්පූර්ණ හා භාවිතයට ගත නොහැකි කොටස් ඇති වේ.විවිධ සාධක මගින් එන්නත් අච්චු ගැසීමේදී කෙටි වෙඩි තැබීම් ඇති විය හැක.පොදු හේතූන් අතර අච්චුව තුළ ගලායාම සීමා කිරීම, පටු හෝ අවහිර වූ ගේට්ටු, සිරවී ඇති වායු සාක්කු හෝ ප්රමාණවත් එන්නත් පීඩනය ආරෝපණය කළ හැකිය.ද්රව්ය දුස්ස්රාවීතාවය සහ අච්චු උෂ්ණත්වය ද කෙටි වෙඩි තැබීම් සඳහා දායක විය හැක.
කෙටි වෙඩි තැබීම් වලක්වා ගැනීම සඳහා, මෙම දුම්මල ප්රවාහය වැඩි දියුණු කළ හැකි බැවින්, අච්චු උෂ්ණත්වය වැඩි කිරීම ප්රයෝජනවත් වේ.මීට අමතරව, අච්චු නිර්මාණයට අමතර වාතාශ්රය ඇතුළත් කිරීම සිරවී ඇති වාතය වඩාත් ඵලදායී ලෙස ගැලවීමට ඉඩ සලසයි.මෙම සාධක ආමන්ත්රණය කිරීමෙන්, එන්නත් අච්චු ගැසීමේදී කෙටි වෙඩි තැබීමේ සම්භාවිතාව අවම කර ගත හැකිය.

5.Warping:
ඉන්ජෙක්ෂන් මෝල්ඩින් හි විකෘති කිරීම යනු සිසිලන ක්රියාවලියේදී අසමාන අභ්යන්තර හැකිලීම නිසා ඇති වන කොටසක අනපේක්ෂිත හැරීම් හෝ නැමීම් ය.මෙම දෝෂය සාමාන්යයෙන් පැන නගින්නේ ඒකාකාර නොවන හෝ නොගැලපෙන අච්චු සිසිලනය නිසා වන අතර එය ද්රව්යය තුළ අභ්යන්තර ආතතීන් උත්පාදනය කිරීමට මග පාදයි. එන්නත් අච්චු ගැසීමේ විකෘති දෝෂ වැළැක්වීම සඳහා, ප්රමාණවත් කාලයක් ලබා දෙමින් කොටස් ක්රමයෙන් ප්රමාණවත් ලෙස සිසිල් වී ඇති බව සහතික කිරීම අත්යවශ්ය වේ. ද්රව්යය ඒකාකාරව සිසිල් කිරීම සඳහා.අච්චු නිර්මාණයේ ඒකාකාරී බිත්ති ඝණත්වය පවත්වා ගැනීම, පුස් කුහරය හරහා ප්ලාස්ටික් සුමටව ගලායාමට පහසුකම් සැලසීම ඇතුළු හේතු කිහිපයක් නිසා ඉතා වැදගත් වේ. නිසි සිසිලන ක්රමෝපායන් ක්රියාත්මක කිරීමෙන් සහ ඒකාකාර බිත්ති ඝණත්වය සහිත අච්චු සැලසුම් කිරීමෙන්, යුධ පිටු දෝෂ ඇතිවීමේ අවදානම ඉන්ජෙක්ෂන් මෝල්ඩින් අවම කළ හැකි අතර, එහි ප්රතිඵලයක් ලෙස උසස් තත්ත්වයේ සහ මාන වශයෙන් ස්ථායී කොටස් ලැබේ.
6.ජැටිං:
ඝණීකරණ ක්රියාවලිය අසමාන වූ විට ඉන්ජෙක්ෂන් මෝල්ඩින් වල ජෙටිං දෝෂ ඇතිවිය හැක.ආරම්භක දුම්මල ජෙට් යානය අච්චුවට ඇතුළු වී කුහරය සම්පූර්ණයෙන්ම පුරවා ගැනීමට පෙර ඝන වීමට පටන් ගන්නා විට ජෙට්වීම සිදු වේ.මෙහි ප්රතිඵලයක් වශයෙන් කොටසෙහි මතුපිට පෙනෙන දෘෂ්ය ප්රවාහ රටා සහ එහි ශක්තිය අඩු කරයි.
ජෙටිං දෝෂ වැළැක්වීම සඳහා, එන්නත් පීඩනය අඩු කිරීම, අච්චුව වඩාත් ක්රමානුකූලව පිරවීම සහතික කිරීම රෙකමදාරු කරනු ලැබේ.අච්චුව සහ දුම්මල උෂ්ණත්වය වැඩි කිරීම ද දුම්මල ජෙට්වල නොමේරූ ඝන වීම වැලැක්වීමට උපකාරී වේ.මීට අමතරව, අච්චුවේ කෙටිම අක්ෂය හරහා ද්රව්ය ගලායාම මෙහෙයවන ආකාරයෙන් එන්නත් ගේට්ටුව තැබීම ජෙට්වීම අවම කිරීම සඳහා ඵලදායී ක්රමයකි.
මෙම ක්රියාමාර්ග ක්රියාත්මක කිරීමෙන්, ඉන්ජෙක්ෂන් මෝල්ඩින් වල ජෙටිං දෝෂ ඇතිවීමේ අවදානම අඩු කළ හැකි අතර, මතුපිට ගුණාත්මක භාවය වැඩි දියුණු කිරීමට සහ කොටස් ශක්තිය වැඩි කිරීමට හේතු වේ.

අපගේ සමාගම එන්නත් අච්චු ගැසීමේ දෝෂ වැළැක්වීමට සහ උසස් තත්ත්වයේ එන්නත් අච්චු කරන ලද කොටස් සහතික කිරීමට බහුවිධ පියවර ගනී.ප්රධාන අංග අතරට වාරික ද්රව්ය තෝරාගැනීම, සූක්ෂම අච්චු නිර්මාණය, ක්රියාවලි පරාමිතිවල නිරවද්ය පාලනය සහ දැඩි තත්ත්ව පාලනය ඇතුළත් වේ.අපගේ කණ්ඩායම වෘත්තීය පුහුණුවකට භාජනය වන අතර නිෂ්පාදන ක්රියාවලිය අඛණ්ඩව වැඩිදියුණු කර ප්රශස්ත කරයි.

අපගේ සමාගම ISO 9001 තත්ත්ව කළමනාකරණ පද්ධතිය අනුගමනය කිරීමෙන් නිෂ්පාදනවල ගුණාත්මකභාවය සහතික කරයි.අපි ප්රමිතිගත ක්රියා පටිපාටි සහ ක්රියාවලි සහිත විස්තීර්ණ තත්ත්ව කළමනාකරණ පද්ධතියක් ස්ථාපිත කර ඇත.අපි සේවක සහභාගීත්වය දිරිමත් කරන අතර පුහුණුව සහ අධ්යාපනය ලබා දෙන්නෙමු.මෙම ක්රියාමාර්ග හරහා, අපගේ නැව්ගත කරන ලද නිෂ්පාදන විශිෂ්ට තත්ත්වයේ ඇති බවට සහ පාරිභෝගික ඉල්ලීම් සපුරාලන බවට අපි සහතික වෙමු.
පසු කාලය: පෙබරවාරි-01-2024