
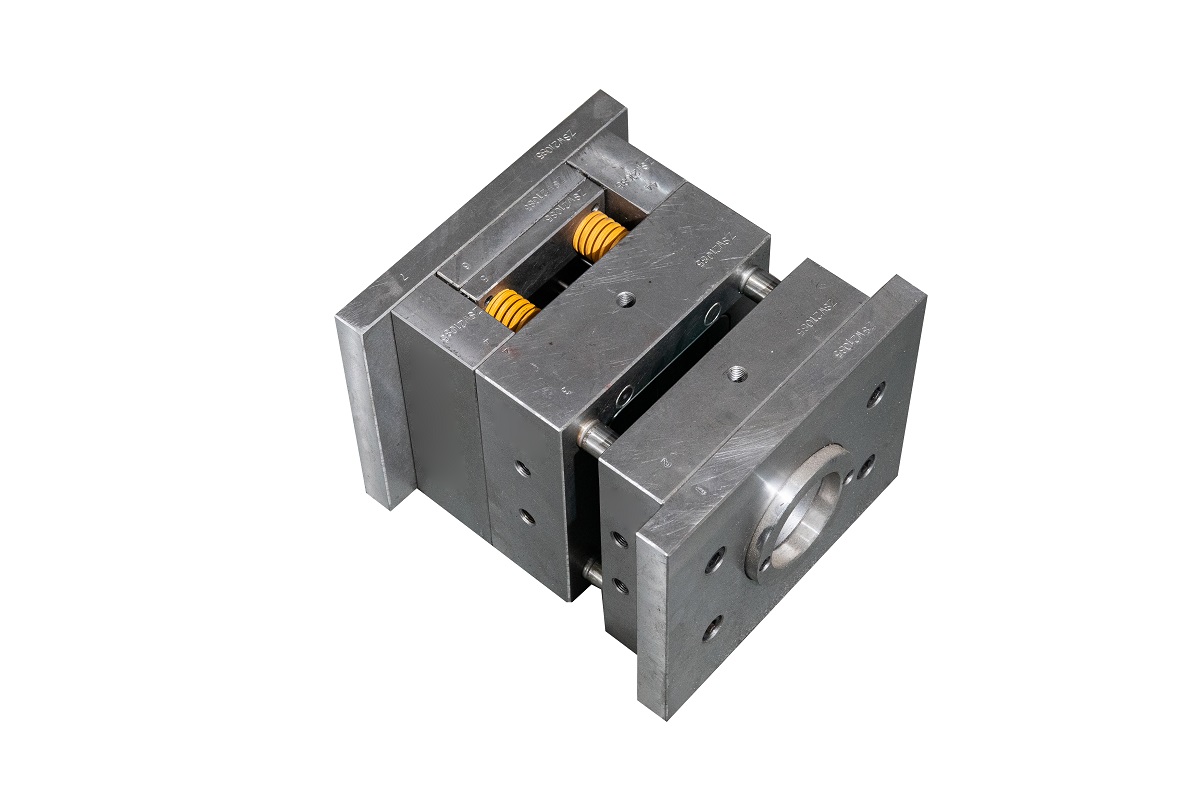
එන්නත් අච්චුකාර්මික නිෂ්පාදනය සඳහා ප්රධාන ක්රියාවලි උපකරණ, ප්ලාස්ටික් කොටස් නිෂ්පාදනය සඳහා අච්චු භාවිතා කිරීම, නිෂ්පාදන කාර්යක්ෂමතාව සැපයීම, ගුණාත්මකභාවය සහතික කිරීමට පහසු වීම, අඩු නිෂ්පාදන පිරිවැය, එන්නත් අච්චු කාර්මික නිෂ්පාදනයේ වැඩි වැඩියෙන් භාවිතා වේ.එන්නත් අච්චු ගැසීමේ වැදගත්ම ක්රියාවලිය ලෙස, එහි අච්චු වල ගුණාත්මකභාවය නිෂ්පාදනවල ගුණාත්මක භාවයට කෙලින්ම බලපාන අතර අච්චු නිෂ්පාදන පිරිවැය ව්යවසායන්හි සංවර්ධන පිරිවැයෙන් විශාල ප්රමාණයක් ගනී.එබැවින් ප්ලාස්ටික් නිෂ්පාදනවල පිරිවැය අඩු කිරීම සඳහා එන්නත් අච්චු වල සේවා කාලය / වෙඩි තැබීමේ ආයු කාලය වැඩිදියුණු කිරීම, ව්යවසාය ඵලදායිතාව සහ තරඟකාරිත්වය සැලකිය යුතු බලපෑමක් ඇති කරයි.
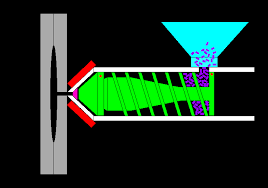
ප්ලාස්ටික් ඉන්ජෙක්ෂන් මෝල්ඩින් ක්රියාවලිය ප්රධාන වශයෙන් ප්ලාස්ටික් අමුද්රව්ය වන්නේ ඉන්ජෙක්ෂන් මැෂින් බැරලයක රත් කිරීමෙන් පසු, ඉන්ජෙක්ෂන් මැෂින් ඉස්කුරුප්පු ප්රචාලනය තුළ, ප්ලාස්ටික් නිශ්චිත උෂ්ණත්වයකට ළඟා වූ පසු, එන්නත් යන්ත්ර තුණ්ඩය හරහා අච්චු කුහරය තුළට යම් පීඩනයක් සහ වේගයක් සහිතව, සහ එවිට පීඩනය පසු අච්චුව, නිෂ්පාදන සිසිලනය සහ අච්චුව විවෘත කර ප්ලාස්ටික් කොටස් ලබා ගන්න.

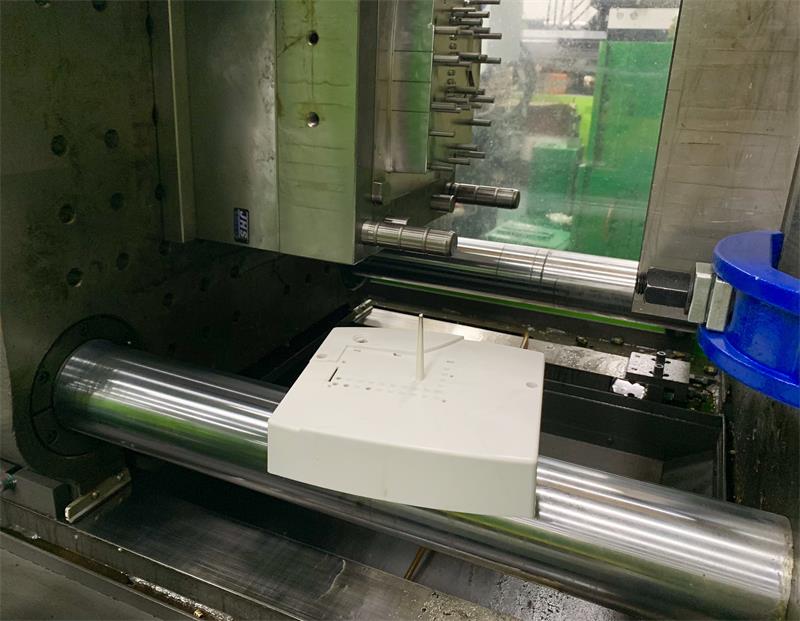
එන්නත් අච්චු ගැසීමේ ක්රියාවලියේදී, අච්චුවේ මතුපිට අච්චුව වසා ඇති විට ඇති පීඩනය, අච්චු කුහරයේ ප්ලාස්ටික් දියවීමේ පීඩනය සහ අච්චුව විවෘත කරන විට ඇදීමේ බලය දරාගත යුතුය, එයින් ප්ලාස්ටික් දියවන පීඩනය. කුහරය මත වඩාත් වැදගත් වේ.ඒ අතරම, අච්චුව නිශ්චිත උෂ්ණත්ව තත්ත්වයක පවත්වා ගත යුතුය, අච්චු උෂ්ණත්වය චක්රීය වෙනස්කම් සාක්ෂාත් කර ගැනීමට උත්සාහ කළ යුතුය, පාරිභෝගික අවශ්යතා අච්චු උෂ්ණත්වය ඉහළ විය යුතුය, එමඟින් හෝඩුවාවක් විසුරුවා හැරීම effectively ලදායී ලෙස අඩු කළ හැකිය, සහ අච්චු උෂ්ණත්වයෙන් ප්ලාස්ටික් කොටස් අඩු විය යුතුය.එසේ නොමැති නම් නිෂ්පාදන විරූපණය සාපේක්ෂව විශාල වනු ඇත.එවැනි වැඩ කරන තත්වයන් යටතේ, අච්චුව අධික ලෙස විරූපණයට සහ උණුසුම් හා සීතල තෙහෙට්ටුව කැඩී යාම, ප්රධාන වශයෙන් උෂ්ණත්වය හා පීඩනයේ ක්රියාකාරිත්වය යටතේ පවතී.
අච්චු කුහරය පිරවීමේ ක්රියාවලියේදී ප්ලාස්ටික්, අධික උෂ්ණත්වය සහ අධි පීඩන ද්රාවණය මගින් අච්චු සාදන කොටස්, ප්රවාහ ඝර්ෂණය, නිෂ්පාදන ඩීමෝල්ඩින් ක්රියාවලියේදී, කුහරය සහ හරය සහ වැඩ ක්රියාවලියේදී ප්ලාස්ටික් කොටස් ඝර්ෂණය නිෂ්පාදනය කිරීම පහසුය, ප්රතිඵලයක් ලෙස පුස් ඇඳීමේ සංසිද්ධිය තුළ.ඒ අතරම, අච්චුව නිතර විවෘත කිරීම සහ වැසීම හේතුවෙන්, අච්චු මාර්ගෝපදේශ කොටස් සහ අච්චු කොටස් ඇඳීමට හා ඉරී යාමේ ප්රතිඵලයක් ලෙස ලිහිල් වීමට ඉඩ ඇත.


වාත්තු කිරීමේ ක්රියාවලියේදී, සමහර ප්ලාස්ටික් අධික උෂ්ණත්වය සහ පීඩනය යටතේ දිරාපත් වී විඛාදන වායූන් නිපදවන අතර එමඟින් අච්චුවේ මතුපිටට හානි සිදුවී පහසුවෙන් විඛාදනයට හා හානි සිදු වේ.
එන්නත් අච්චු නිෂ්පාදනය නිශ්චිත සංඛ්යාවකට ළඟා වූ විට, අච්චුව අධික ලෙස පැළඳීම හේතුවෙන් නිෂ්පාදනයේ මතුපිට ගුණාත්මකභාවය අවශ්යතාවලට ළඟා විය නොහැක, නිෂ්පාදන පිටාර ගැලීම සහ පියාසර දාරය බරපතල වන අතර අච්චු කුහරය සහ හරය අලුත්වැඩියා කළ නොහැක. අච්චුවේ ආයු කාලය අවසන් වේ.අච්චුව අසාර්ථක වීමට පෙර සම්පූර්ණ කරන ලද සම්පූර්ණ ප්ලාස්ටික් කොටස් ගණන අච්චුවේ ජීවය ලෙසද හැඳින්වේ.
පසු කාලය: ජූලි-26-2022