
වැකුම් ඩයි-කාස්ටිං තාක්ෂණය පිළිබඳ පර්යේෂණ කිරීම කෙරෙහි අවධානය යොමු කරන සමාගමක් ලෙස, මෙම ලිපිය ඔබට රික්ත ඩයි-කාස්ටිං පිළිබඳ දළ විශ්ලේෂණයක් ඇතුළුව වැකුම් ඩයි-කාස්ටිං තාක්ෂණය පිළිබඳ වැඩිදුර ගැඹුරු අවබෝධයක් ලබා දෙනු ඇත. නිෂ්පාදන ක්රියාවලිය.

වැකුම් වාත්තු කිරීම පිළිබඳ දළ විශ්ලේෂණය
වාත්තු කිරීම යනු දියර ද්රව්ය අච්චුවකට වත් කර එය ඝණීකරනය කරන නිෂ්පාදන ක්රියාවලියකි.රික්ත වාත්තු කිරීම මඟින් අච්චුවෙන් වාතය ඉවත් කිරීම සඳහා රික්තයක් භාවිතා කරයි, වස්තුව අපේක්ෂිත හැඩය ගැනීම සහතික කිරීමට උපකාරී වේ. මෙම ක්රියාවලිය සාමාන්යයෙන් ප්ලාස්ටික් සහ රබර් කොටස් වාත්තු කිරීමට භාවිතා කරයි. ඒ සමඟම, වේගවත් මූලාකෘතියක් සඳහා රික්ත වාත්තු කිරීම ද භාවිතා කරයි. කුඩා පරිමාණ ක්රියාවලියක් වන්නේ එය එන්නත් අච්චුවට වඩා අඩු හා කාර්යක්ෂම විය හැකි බැවිනි.
වැකුම් වාත්තු කිරීමේ වාසි
රික්ත වාත්තු කිරීමේ ප්රධාන වාසිය නම්, එය ඉහළ නිරවද්යතාවයක් සහ පුනරාවර්තන හැකියාවක් සඳහා ඉඩ සලසන අතර, එම ක්රියාවලිය සඳහා පරිපූර්ණ තේරීමක් බවට පත් කිරීම සඳහා නිරවද්ය මානයන් අවශ්ය වේ. එය කර්මාන්තයේ පුළුල් පරාසයක භාවිතයක් ඇති කරවන පරිදි වඩාත් සංකීර්ණ මෝස්තර වාත්තු කිරීමට ඉඩ සලසයි. .IN කර්මාන්ත, රික්ත වාත්තු කිරීම බොහෝ විට අඩු පරිමාවකින් මූලාකෘති නිෂ්පාදනය සඳහා භාවිතා කරයි, සම්ප්රදායික එන්නත් කිරීම හා සසඳන විට මෙම ක්රියාවලියට වැඩි වාසියක් ඇත.කෙසේ වෙතත්, රික්ත වාත්තු කිරීම සියලු යෙදුම් සඳහා සුදුසු නොවේ.උදාහරණයක් ලෙස, තාපයට හෝ පීඩනයට සංවේදී වන ද්රව්ය වාත්තු කිරීමට එය භාවිතා කළ නොහැක.
පළමු: අඩු පිරිවැය
රික්ත වාත්තු කිරීම සඳහා අඩු පිරිවැය තවත් වාසියකි. රික්ත වාත්තු කිරීම CNC වැනි අනෙකුත් වේගවත් මූලාකෘති ක්රියාවලියට වඩා ලාභදායී වේ. සේවකයාට පමණක් වේගය අඩු පැය ගණනක් පුස් සෑදිය හැකි නිසා, එය කිහිප වතාවක් නැවත භාවිතා කළ හැකිය. කෙසේ වෙතත්, CNC යන්ත්රකරණයට මිල අධික මෙවලම් අවශ්ය වේ. ද්රව්ය.

දෙවන: නියම මානයන්
විශිෂ්ට මාන නිරවද්යතාවයකින් යුත් රික්ත වාත්තු කිරීම මගින් සාදන ලද නිෂ්පාදන. එම කොටස් වැලි දැමීම හෝ විදීම වැනි වෙනත් සැකසුම් පියවරයන් අවශ්ය නොවී පරිපූර්ණව එකට ගැලපේ.

තෙවනුව: නම්යශීලී බව
රික්ත වාත්තු කිරීම මිනිසුන්ට සංකීර්ණ සැලසුම් කිරීමට ඉඩ සලසයි, මන්ද රික්ත වාත්තු කිරීමේ අච්චුව ත්රිමාණ මුද්රණ තාක්ෂණයෙන් සාදන ලද බැවිනි. එහි ප්රතිඵලයක් ලෙස, වෙනත් ක්රියාවලියකින් සිදු කළ නොහැකි කොටස් රික්ත වාත්තු කිරීම මගින් පහසුවෙන් සෑදිය හැකිය.

Vacuum වාත්තු කිරීම ක්රියා කරන්නේ කෙසේද?
පළමු පියවර: මාස්ටර් අච්චුව සාදන්න
සේවකයා ත්රිමාණ මුද්රණ තාක්ෂණයෙන් විශිෂ්ට අච්චුවක් සාදනු ඇත. අතීතයේ මිනිසුන් අච්චු සෑදීමට CNC තාක්ෂණය භාවිතා කළ නමුත් දැන් ආකලන නිෂ්පාදනයට එම කාර්යය ඉක්මනින් කළ හැකිය. ත්රිමාණ මුද්රණ තාක්ෂණයේ පැමිණීමත් සමඟ රටා සාදන්නාගේ භූමිකාව වඩ වඩාත් වැදගත් වේ. අනෙක් අතට, ත්රිමාණ මුද්රණයෙන් සාදන ලද ප්රධාන අච්චුව වැඩිදුර වෙනස් කිරීමකින් තොරව කෙලින්ම භාවිතා කළ හැකිය.
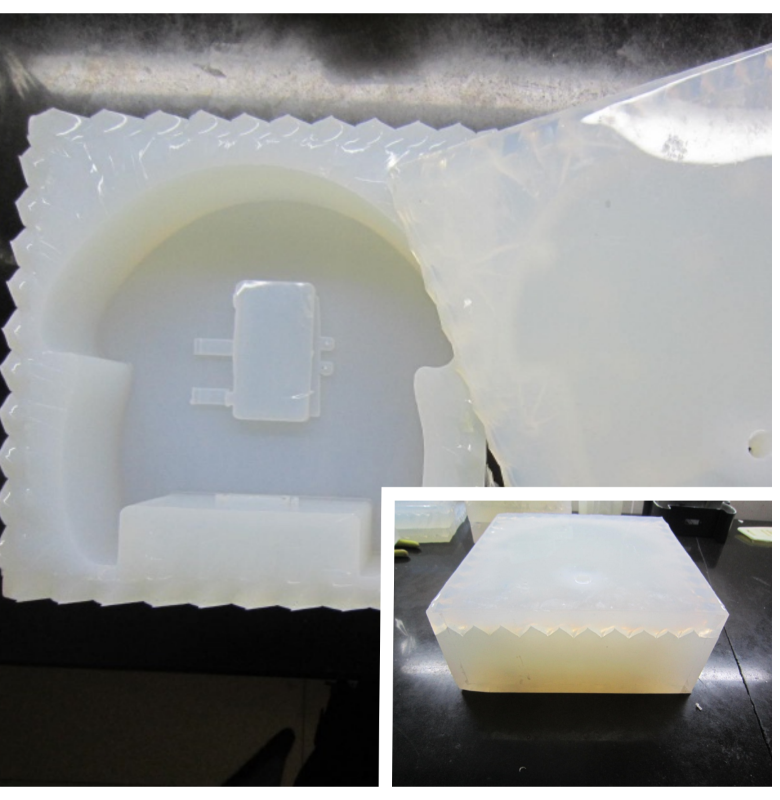
දෙවන පියවර: සිලිකොන් අච්චුව සාදන්න
ප්රධාන අච්චුව අවසන් වූ පසු, සේවකයා එය වාත්තු පෙට්ටියට දමා එය වටා ද්රව සිලිකොන් වත් කරනු ඇත. උණු කළ සිලිකොන් වාත්තු පෙට්ටිය තුළ සුව කිරීමට ඉඩ දී එය 40℃ උෂ්ණත්වය පැය 8-16 පමණ වේ. එය ඝන වී සුව කිරීම අවසන් වූ විට. , අච්චුව කපා විවෘත කර ප්රධාන අච්චුව පිටතට ගෙන අච්චුවට සමාන ප්රමාණයේ කුහරයක් තබයි.
තෙවන පියවර: කොටස් නිෂ්පාදනය කිරීම
ඒකාකාරී ව්යාප්තිය ලබා ගැනීමට සහ වායු බුබුලු ඇතිවීම වැලැක්වීමට පුනීල මගින් හිස් අච්චුව PU වලින් පුරවන්න.පසුව වාත්තු පෙට්ටියේ අච්චුව මුද්රා තබා සුව කිරීමට 70 ° C පමණ තබා ගන්න. එය සිසිල් වූ විට, අච්චුවෙන් ඉවත් කර, අවශ්ය පරිදි වෙනත් සකසන ලද. මෙම ක්රියාවලිය 10 සිට 20 වාරයක් නැවත නැවතත් කළ හැක. සීමාව ඉක්මවා ගියහොත් එය හේතු වේ. අච්චුව එහි හැඩය නැති වී මාන නිරවද්යතාවයට බලපායි.

රික්ත වාත්තු කිරීම යනු සවිස්තරාත්මක කොටස්වල කුඩා කණ්ඩායම් නිර්මාණය කළ හැකි බහුකාර්ය සහ සාපේක්ෂ ඉක්මන් ක්රියාවලියකි.එය මූලාකෘති, ක්රියාකාරී ආකෘති සහ ප්රදර්ශන කොටස් හෝ විකුණුම් සාම්පල වැනි අලෙවිකරණ අරමුණු සඳහා වඩාත් සුදුසු වේ. ඔබට රික්ත වාත්තු කොටස් සඳහා ඉදිරි ව්යාපෘති තිබේද?ඔබට උදව් කිරීමට මෙම තාක්ෂණය අවශ්ය නම්, කරුණාකරඅපව අමතන්න!
පසු කාලය: මාර්තු-14-2024