
ප්ලාස්ටික් කොටස් සැලසුම් කිරීමේදී, කොටසෙහි බිත්ති ඝණත්වය සලකා බැලිය යුතු පළමු පරාමිතිය වන අතර, කොටසෙහි බිත්ති ඝණත්වය කොටසෙහි යාන්ත්රික ගුණාංග, කොටසෙහි පෙනුම, කොටසෙහි එන්නත් කිරීමේ හැකියාව සහ පිරිවැය තීරණය කරයි. කොටසෙහි.කොටසේ බිත්ති ඝණත්වය තෝරාගැනීම සහ සැලසුම් කිරීම කොටස් නිර්මාණයේ සාර්ථකත්වය හෝ අසාර්ථකත්වය තීරණය කරන බව පැවසිය හැකිය.
කොටස බිත්ති ඝණකම මධ්යස්ථ විය යුතුය
ප්ලාස්ටික් ද්රව්ය සහ එන්නත් කිරීමේ ක්රියාවලියේ ලක්ෂණ නිසා,ප්ලාස්ටික් කොටස්වල බිත්ති ඝණත්වය සුදුසු පරාසයක තිබිය යුතුය, ඉතා සිහින් සහ ඝන නොවිය යුතුය.
බිත්ති ඝණකම ඉතා සිහින් නම්, කොටස් ප්රතිරෝධය ගලා විට එන්නත්, ප්ලාස්ටික් දියවීම සම්පූර්ණ කුහරය පිරවීම අපහසු වේ, ඉහළ පිරවුම් වේගය සහ එන්නත් පීඩනය ලබා ගැනීම සඳහා ඉහළ කාර්ය සාධන එන්නත් උපකරණ විය යුතුය.
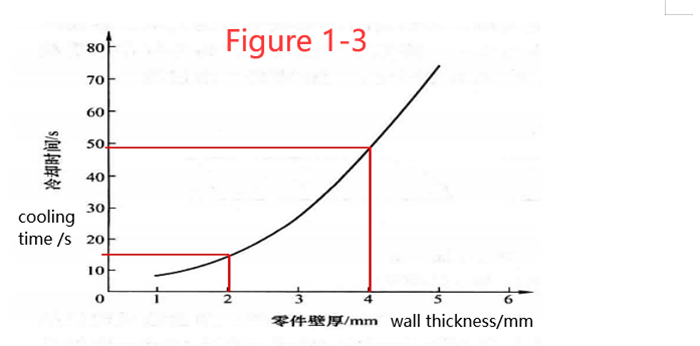
බිත්ති ඝණකම ඉතා ඝන නම්, කොටස් සිසිලන කාලය වැඩි වීම (සංඛ්යාලේඛනවලට අනුව, කොටස් බිත්ති ඝණත්වය 1 ගුණයකින් වැඩි විය, සිසිලන කාලය 4 ගුණයකින් වැඩි විය), කොටස් අච්චු චක්රය වැඩි වේ, කොටස් නිෂ්පාදන කාර්යක්ෂමතාව අඩු වේ;ඒ අතරම, ඉතා ඝන බිත්ති ඝණකම කොටස් හැකිලීම, සිදුරු, warpage සහ අනෙකුත් ගුණාත්මක ගැටළු ඇති කිරීමට පහසු වේ.
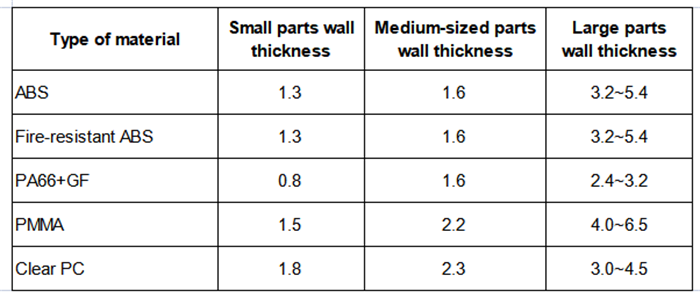
ප්ලාස්ටික් කොටස්වල සුදුසු බිත්ති ඝණත්වය සඳහා විවිධ ප්ලාස්ටික් ද්රව්යවලට විවිධ අවශ්යතා ඇති අතර එකම ප්ලාස්ටික් ද්රව්යයේ විවිධ ප්ලාස්ටික් නිෂ්පාදකයන්ට පවා විවිධ සුදුසු බිත්ති ඝණත්වය අවශ්යතා තිබිය හැකිය.සුදුසු බිත්ති ඝණකම පරාසයේ බහුලව භාවිතා වන ප්ලාස්ටික් ද්රව්ය කොටස් 1-1 වගුවේ දක්වා ඇත.ප්ලාස්ටික් කොටස්වල බිත්ති ඝණත්වය සුදුසු බිත්ති ඝණත්වයේ ඉහළ සහ පහළ සීමාවන්ට සමීප වන විට, නිෂ්පාදන සැලසුම් ඉංජිනේරුවරයා ප්ලාස්ටික් නිෂ්පාදකයාගෙන් උපදෙස් ලබා ගත යුතුය.
වගුව 1-1 ප්ලාස්ටික් කොටස් සඳහා බිත්ති ඝණකම තෝරා ගැනීම
(ඒකකය: මි.මී.)
ප්ලාස්ටික් කොටසෙහි බිත්ති ඝණත්වය තීරණය කරන ප්රධාන සාධකs:
1) කොටසෙහි ව්යුහාත්මක ශක්තිය ප්රමාණවත්ද යන්න.සාමාන්යයෙන් කථා කිරීම, බිත්ති ඝණත්වය ඝනකම, කොටසෙහි ශක්තිය වඩා හොඳය.නමුත් කොටස්වල බිත්ති ඝණත්වය යම් පරාසයක් ඉක්මවන අතර, හැකිලීම සහ සිදුරු සහ අනෙකුත් ගුණාත්මක ගැටළු හේතුවෙන්, කොටස්වල බිත්ති ඝණත්වය වැඩි කිරීම වෙනුවට කොටස්වල ශක්තිය අඩු වේ.
2) වාත්තු කිරීමේදී කොටසට පිටකිරීමේ බලයට ඔරොත්තු දිය හැකිද.කොටස ඉතා සිහින් නම්, එය පිටකිරීමෙන් පහසුවෙන් විකෘති වේ.
3) එකලස් කිරීමේදී තද කිරීමේ බලයට ඔරොත්තු දීමේ හැකියාව.
4) ලෝහ ඇතුළු කිරීම් ඇති විට, ඇතුල් කිරීම වටා ඇති ශක්තිය ප්රමාණවත් වේ.සාමාන්ය ලෝහ ඇතුළු කිරීම සහ අවට ප්ලාස්ටික් ද්රව්ය හැකිලීම ඒකාකාරී නොවේ, ආතතිය සාන්ද්රණය නිෂ්පාදනය කිරීමට පහසු, අඩු ශක්තිය.
5) ඒවාට යටත් වන බලපෑම් බලවේග ඒකාකාරව විසුරුවා හැරීමට කොටස්වලට ඇති හැකියාව.
6) සිදුරේ ශක්තිය ප්රමාණවත්ද, විලයන ලකුණු වල බලපෑම නිසා සිදුරේ ශක්තිය පහසුවෙන් අඩු වේ
7) ඉහත අවශ්යතා සපුරාලීමේ පරිශ්රය තුළ සහ එන්නත් අච්චුව ගුණාත්මක ගැටළු ඇති නොකරනු ඇත, ප්ලාස්ටික් කොටස් කොටස්වල බිත්ති ඝණත්වය හැකි තරම් කුඩා විය යුතුය, මන්ද ඝන කොටස බිත්ති ඝණත්වය ද්රව්යමය පිරිවැය සහ බර වැඩි කිරීමට පමණක් නොවේ. කොටස, නමුත් කොටස් අච්චු චක්රය දිගු කරයි, එමඟින් නිෂ්පාදන පිරිවැය වැඩි වේ.ABS ප්ලාස්ටික් කොටස සඳහා බිත්ති ඝණත්වය සහ සිසිලන කාලය අතර සම්බන්ධය 1-3 රූපයේ දැක්වේ.
කොටස් ශක්තිය සහතික කිරීම සහ වැඩිදියුණු කිරීම සඳහා, නිෂ්පාදන සැලසුම් ඉංජිනේරුවන් බොහෝ විට ඝන කොටස් බිත්ති ඝණකම තෝරා ගැනීමට නැඹුරු වේ.
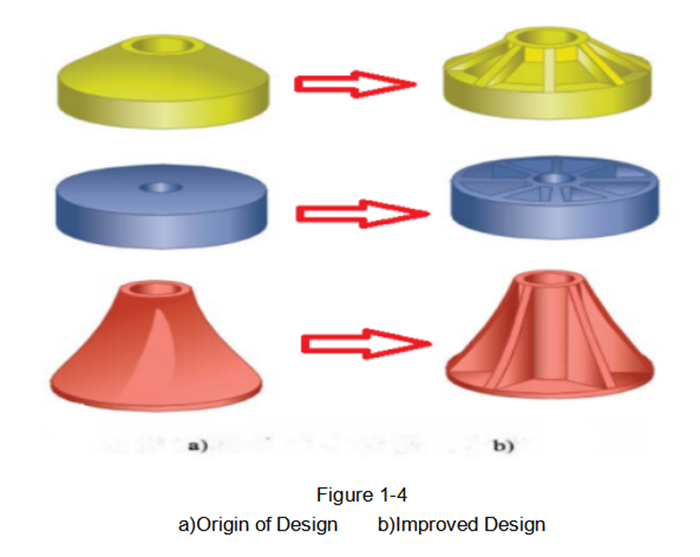
ඇත්ත වශයෙන්ම, ඝන කොටසක් බිත්ති ඝණත්වය තෝරා ගැනීමෙන් කොටසක් ශක්තිය සහතික කිරීම සහ වැඩිදියුණු කිරීම සඳහා හොඳම ක්රමය නොවේ.ශක්තිමත් කිරීම් එකතු කිරීම, වක්ර හෝ රැලි සහිත කොටස් පැතිකඩ සැලසුම් කිරීම යනාදිය මඟින් කොටස් ශක්තිය වැඩි දියුණු කළ හැකිය. මෙය කොටසෙහි ද්රව්යමය නාස්තිය අඩු කරනවා පමණක් නොව, කොටසෙහි එන්නත් අච්චු චක්ර කාලය කෙටි කරයි.
කොටස්වල ඒකාකාර බිත්ති ඝණකම
කොටස්වල වඩාත් පරමාදර්ශී බිත්ති ඝණත්වය බෙදාහැරීම ඒකාකාර ඝනකමේ කොටස්වල ඕනෑම හරස්කඩක වේ.අසමාන කොටස බිත්ති ඝණත්වය අසමාන සිසිලනය සහ කොටසක් හැකිලීම, කොටසක් මතුපිට හැකිලීම, අභ්යන්තර porosity, warpage හා කොටසක් විකෘතියක්, මාන නිරවද්යතාව දෝෂ සහතික කිරීමට අපහසු වේ.
ඒකාකාර බිත්ති ඝණත්වය නිර්මාණය සහිත පොදු ප්ලාස්ටික් කොටස්වල උදාහරණ රූප සටහන 1-4 හි දැක්වේ.
කොටස ඒකාකාර බිත්ති ඝණත්වය ලබා ගැනීමට නොහැකි නම්, එම කොටස බිත්ති ඝණත්වය තියුනු වෙනස්කම් වළක්වා ගැනීමට, සුමට සංක්රාන්තිය දී එම කොටස බිත්ති ඝණත්වය සහ තුනී බිත්ති බව සහතික කිරීමට අවම වශයෙන් අවශ්ය වේ.කොටස්වල බිත්ති ඝණත්වයේ සීඝ්ර වෙනස්කම් ප්ලාස්ටික් උණු කිරීම ගලායාමට බලපායි, ප්ලාස්ටික් පිටුපස ආතති සලකුණු නිෂ්පාදනය කිරීමට පහසුය, නිෂ්පාදනයේ පෙනුමට බලපායි;ඒ සමගම ආතති සාන්ද්රණයට මඟ පෑදීම පහසුය, ප්ලාස්ටික් කොටස්වල ශක්තිය අඩු කිරීම, කොටස් බර හෝ බාහිර බලපෑමට ඔරොත්තු දීමට අපහසු වේ.
1-5 රූපයේ දැක්වෙන පරිදි අසමාන බිත්ති ඝණත්වය නිර්මාණයේ බිත්ති ඝණත්වයේ කොටස් හතරක්.
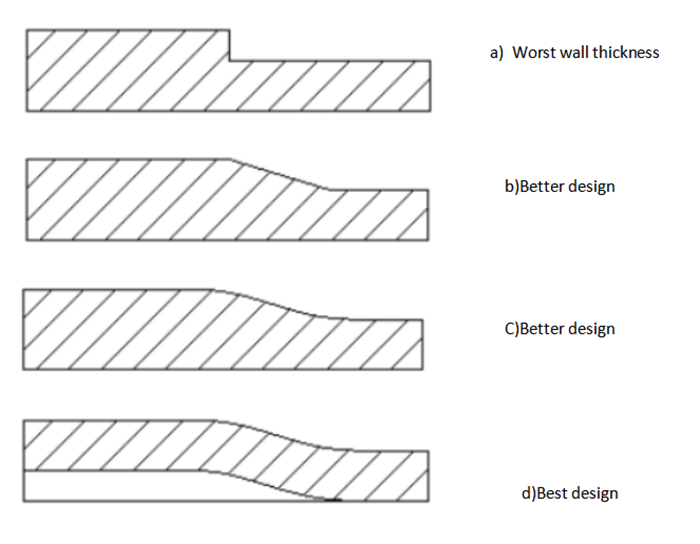
නරකම බිත්ති ඝණත්වය නිර්මාණය a) හි පෙන්වා ඇත, එහිදී කොටසෙහි බිත්ති ඝණත්වයෙහි තියුණු වෙනසක් ඇත;
වඩා හොඳ බිත්ති ඝණත්වය නිර්මාණය රූපයේ පෙන්වා ඇත b) සහ c ), තුනී බිත්ති ඒකාකාර සංක්රාන්තියේ බිත්ති ඝණත්වය, සාමාන්යයෙන්, සංක්රාන්ති ප්රදේශයේ දිග ඝනකම මෙන් තුන් ගුණයක් වේ;
හොඳම බිත්ති ඝණත්වය නිර්මාණය d හි පෙන්වා ඇත), කොටස බිත්ති ඝණත්වය සුමට සංක්රාන්තිය පමණක් නොව, කොටසෙහි බිත්ති ඝණත්වය ද හිස් මෝස්තරය භාවිතා කරයි, එම කොටස හැකිලී නොයන බව සහතික කිරීමට පමණක් නොව, ශක්තිය සහතික කිරීමට ද කොටස්.
ප්ලාස්ටික් කොටස් බිත්ති ඝණකම පිළිබඳ තවත් ප්රශ්න, කරුණාකර අප හා සම්බන්ධ වීමට නිදහස් වන්නadmin@chinaruicheng.com.
නවතම ප්ලාස්ටික් එන්නත් අච්චු ලිපි
උදව් අවශ්යයි?
පසු කාලය: දෙසැම්බර්-22-2022